At Mcneil Alloys, our team is supported by modern manufacturing practices, reliable processes, and skilled professionals who understand what precision valves are expected to deliver in real applications. We don’t manufacture instrumentation valves in isolation we develop them with a clear understanding of how you intend to use them, whether that’s for control, isolation, or monitoring within critical systems.
One of our strengths lies in how closely we align valve design and supply with application requirements. Our team takes the time to understand operating pressure, media, and system behavior before recommending or supplying instrumentation valves. This practical approach allows us to deliver valves that perform consistently and integrate smoothly into existing control setups across Kuwait’s industrial sectors.
We maintain strong manufacturing and testing capabilities that allow us to meet demanding quality expectations without compromise. As a supplier, distributor, and wholesaler, we continue to expand our instrumentation valve range to support evolving project needs. We believe steady improvement, technical understanding, and commitment to quality are what set us apart not claims, but results delivered over time.
Diverse Range of Valve Solutions
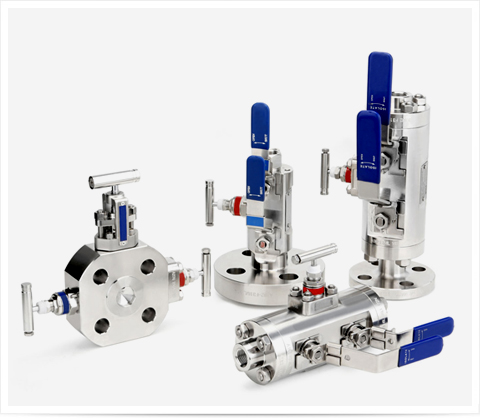
We offer an extensive selection of instrumentation valves, including needle valves, ball valves, check valves, globe valves, and relief valves. All products adhere to international standards such as ASME, ASTM, and API, ensuring high reliability and long-term service life.